
Vedheft: hva det er, hva er det til, hvordan man kan forbedre det
Dette er vedheft av materialer med forskjellig sammensetning og struktur på grunn av deres fysiske og kjemiske egenskaper. Begrepet vedheft kommer fra det latinske ordet vedheft - vedheft. I konstruksjonen gir de en snevrere fokusert og spesifikk betegnelse på hva vedheft er - dette er evnen til dekorative etterbehandlingsbelegg (lakkmaterialer, gips), tetning eller limblandinger til en sterk og pålitelig forbindelse med ytre overflate av grunnmaterialet.

Imponerende demonstrasjon av adhesjonseffekten av moderne lim
Viktig! Det bør skilles mellom begrepene vedheft og kohesjon. Vedheft forbinder forskjellige typer materialer, og påvirker bare overflatelaget. For eksempel maling på en metalloverflate. Kohesjon er en kombinasjon av materialer av samme type, som et resultat av hvilke intermolekylære interaksjoner dannes.
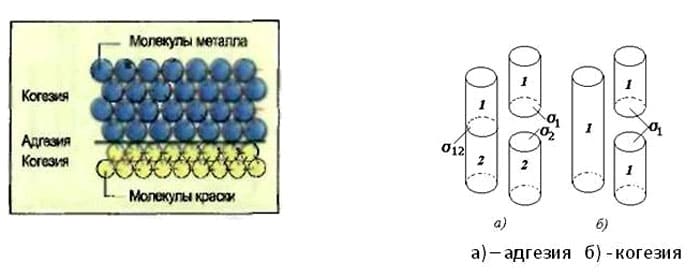
Skjematisk fremstilling av effekten av vedheft og kohesjon
Innholdet i artikkelen
- 1 Vedheft, hva er det - teoretiske grunnlag
- 2 Heftegenskaper for bygnings- og etterbehandlingsmaterialer
- 3 Hvordan måles vedheft?
- 4 Faktorer som reduserer vedheft av materialer
- 5 Metoder for å øke vedheft
- 6 Måter å øke vedheft til forskjellige materialer
- 7 Sveiseadhesjon
- 8 Oppsummering
- 9 Video: hva er vedheft
Vedheft, hva er det - teoretiske grunnlag
Vedheft er en av de viktigste materialegenskapene i følgende områder:
- Metallurgi - korrosjonsbeskyttelse.
- Mekanikk - et lag smøremiddel på overflaten av elementene i maskiner og mekanismer.
- Medisin - odontologi.
- Konstruksjon. I denne bransjen er vedheft en av de viktigste indikatorene for kvaliteten på arbeidet og påliteligheten til strukturer.
På nesten alle byggetrinn overvåkes vedheftningsindikatorer for følgende tilkoblinger:
- maling og lakk;
- gipsblandinger, påstøp og fyllinger;
- lim, murmørtler, tetningsmidler osv.
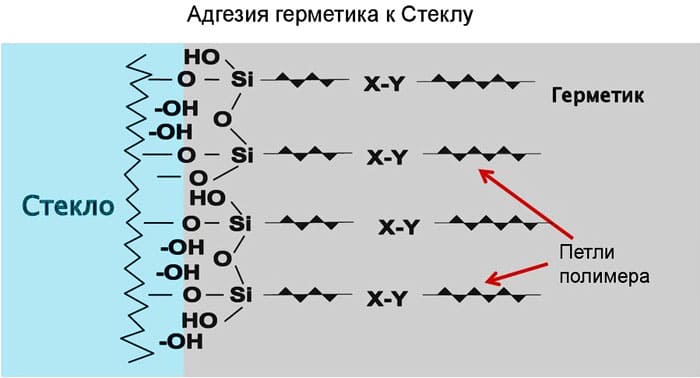
Et eksempel på kjemisk vedheft er reaksjonen av liming av silikonforsegling til glass
Det er tre grunnleggende prinsipper for limbinding av materialer. Innen konstruksjon og teknologi manifesterer de seg slik:
- Mekanisk - vedheft skjer ved vedheft av det påførte materialet til underlaget.Mekanismen for en slik forbindelse består i penetrering av det påførte stoffet i porene i det ytre laget eller i forbindelse med en grov overflate. Et eksempel er å male overflaten av betong eller metall.
- Kjemisk - forbindelsen mellom materialer, inkludert de med forskjellige tettheter, skjer på atomnivå. For at en slik binding skal dannes, er tilstedeværelsen av en katalysator nødvendig. Et eksempel på denne typen vedheft er lodding eller sveising.
- Fysisk - på parringsflatene er det en elektromagnetisk intermolekylær binding. Kan være forårsaket av statisk elektrisitet eller permanente magnetiske eller elektromagnetiske felt. Et eksempel på bruk i teknologi er å male forskjellige overflater i et elektromagnetisk felt.
Heftegenskaper for bygnings- og etterbehandlingsmaterialer
Vedheftingen av bygge- og etterbehandlingsmaterialer utføres hovedsakelig i henhold til prinsippet om mekanisk og kjemisk binding. I konstruksjonen brukes et stort antall forskjellige stoffer, hvis driftsegenskaper og spesifisitet av samspillet er fundamentalt forskjellige. La oss dele dem inn i tre hovedgrupper og beskrive dem mer detaljert.
maling og lakk
Vedheft av malingsmaterialer til overflaten av basen utføres i henhold til det mekaniske prinsippet. Samtidig oppnås de maksimale styrkeindikatorene hvis materialets arbeidsflate er grov eller porøs. I det første tilfellet øker kontaktområdet betydelig, i det andre trenger malingen inn i overflatelaget til basen. I tillegg økes limegenskaper til lakkmaterialer på grunn av forskjellige modifiserende tilsetningsstoffer:
- organosilaner og polyorganosiloksaner har en ytterligere hydrofobiserende og korroderende virkning;
- harpikser av polyamid og polyester;
- organometalliske katalysatorer for kjemiske prosesser av herding av lakkmaterialer;
- ballast fine fyllstoffer (for eksempel talkum).
Talkumfyllingsmaling - ikke-svulstig flammehemmende
Byggeplaster og tørre lim
Inntil nylig ble konstruksjon og etterbehandling utført ved hjelp av forskjellige løsninger basert på gips, sement og kalk. Ofte ble de blandet i en viss andel, noe som resulterte i en begrenset endring i deres grunnleggende egenskaper. Moderne ferdige tørre bygningsblandinger: start, etterbehandling og flerbehandlingspuss og kitt, har en mye mer kompleks sammensetning. Tilsetningsstoffer av forskjellig opprinnelse er mye brukt:
- mineral - magnesia-katalysatorer, vannglass, aluminiumoksyd, syrebestandig eller ikke-krympende sement, mikrosilika, etc.
- polymert - dispergerbare polymerer (PVA, polyakrylater, vinylacetater, etc.).
Slike modifikatorer endrer betydelig følgende hovedegenskaper ved bygningsblandinger:
- plast;
- vannretensjonsegenskaper;
- tiksotropi.

Et eksempel på dårlig vedheft av gips til en murvegg
Viktig! Bruken av polymermodifikatorer gir en mer uttalt effekt av å forbedre vedheft. Imidlertid er det bare mulig å danne stabile forbindelser av polymerfilmer ved grensen til forskjellige typer materialer (baseherdende gips) ved en viss temperatur. Dette begrepet kalles minimum filmdannelsestemperatur - MTP. For forskjellige plaster kan det variere fra + 5 ° C til + 10 ° C. For å unngå delaminering, må produsentens anbefalinger for temperatur, både omgivende og underlag, følges nøye.
Tetningsmidler
Det er tre forskjellige typer tetningsmasser som brukes i konstruksjonen, som hver krever spesifikke betingelser for vedheft med høy styrke til substratmaterialet. La oss vurdere hver type mer detaljert.
- Tørking av fugemasse. Sammensetningen inkluderer forskjellige polymerer og organiske løsningsmidler: styren-butadien eller nitril, kloroprengummi, etc. Som regel har de en deigaktig konsistens med en viskositet på 300-550 Pa. Avhengig av viskositeten påføres de enten med en slikkepott eller med en børste. Etter påføring på overflaten kreves det en viss tid for tørking (fordampning av løsningsmidlet) og dannelse av en polymerfilm.

Tørking av akrylforseglingsmiddel
- Ikke-tørkende tetningsmidler. De består vanligvis av gummi, bitumen og forskjellige myknere. Har begrenset motstand mot høy temperatur, ikke mer enn 700S-800C, hvoretter de begynner å deformeres.

Bituminøs ikke-tørkende sammensetning, brukt til å forsegle stormdreneringssystemet
- Herding av tetningsmidler. Etter påføring, under påvirkning av forskjellige faktorer: fuktighet, varme, kjemiske reagenser, oppstår en irreversibel polymerisasjonsreaksjon.

Fremstilling av Sazilast to-komponent polyuretan tetningsmasse
Av alle listede varianter gir herdende tetningsmidler maksimal vedheft til underlagets overflate. I tillegg er de motstandsdyktige mot høye temperaturer, mekaniske og kjemiske påvirkninger. De har den optimale kombinasjonen av stivhet og seighet, slik at de kan opprettholde sin opprinnelige form. Imidlertid er de de dyreste og vanskeligste å bruke.
Hvordan måles vedheft?
Teknologien for måling av vedheft, testmetoder samt alle indikatorer for styrken på materialforbindelsen er angitt i følgende standarder:
- GOST 31356-2013 - Kitt og plaster;
- GOST 31149-2014 - Maling og lakk;
- GOST 27325 - Lakkeringsmaterialer til tre, etc.
Informasjon! Vedheft måles i kgf / cm2, MPa (megapascal) eller kN (kilonewtons) er et mål på kraften som må påføres for å skille basen og belegningsmaterialene.
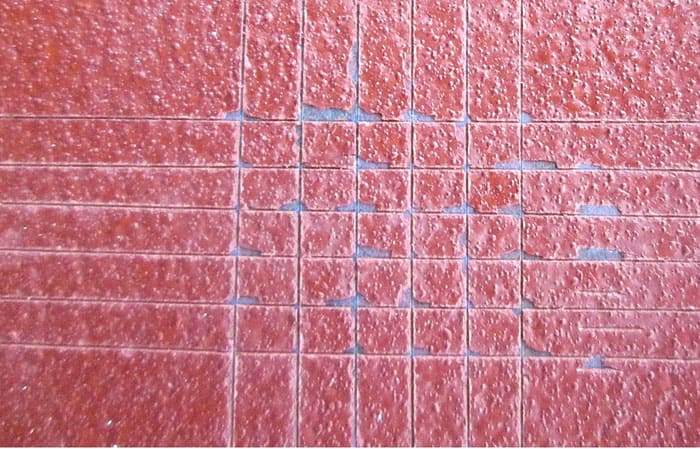
Metode for å bestemme vedheft av maling og lakkbelegg ved hjelp av gitterhakkmetoden
Mens tidligere adhesjonsegenskapene til materialer bare kunne måles under laboratorieforhold, er det for øyeblikket mange enheter som kan brukes direkte på byggeplassen. De fleste metodene for å måle vedheft, både i felt og i laboratorium, involverer ødeleggelse av det ytre dekklaget. Men det er flere enheter basert på ultralyd.
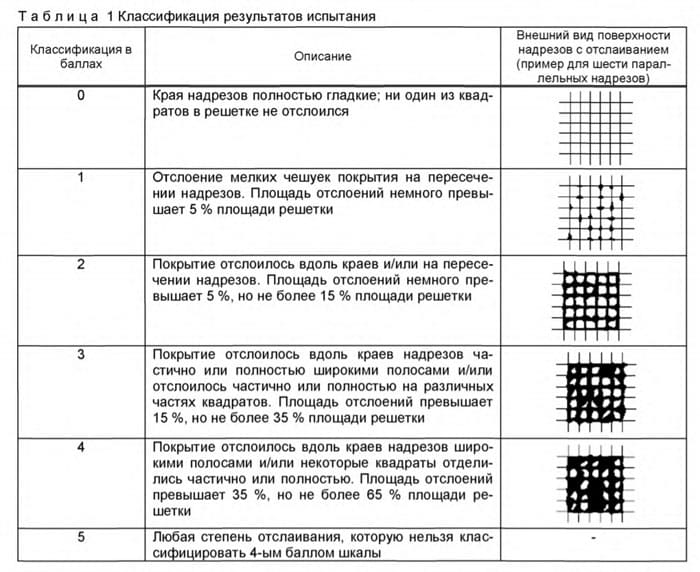
Klassifiseringstabell over testresultater for maling og lakk
- Knivadhesjonsmåler. Den brukes til å bestemme adhesjonsparametrene ved hjelp av gitter og / eller parallelle kutt. Den brukes til maling og lakk og filmbelegg på opptil 200 mikron tykkelse.

Knivadhesjonsmåler, modell Constant-KN2
- Pulsar 21. Enheten registrerer tettheten av materialer. Den brukes til å oppdage sprekker og delaminering i betong, både stykke og monolitisk. Det er spesielle firmware og underrutiner som, i henhold til vedheft tettheten, lar deg bestemme adhesjonsstyrken til forskjellige typer plaster på betongoverflater.

Ultralydsadhesjonsmåler, Pulsar 21
- SM-1U. Den brukes til å bestemme vedheft av polymer og bituminøse isolasjonsbelegg ved metoden for delvis ødeleggelse - skjæring. Måleprinsippet er basert på å oppdage lineære deformasjoner av isolasjonsmaterialet. Som regel brukes den til å bestemme styrken på isolasjonsbelegget på rørledninger. Det er tillatt å bruke for kvalitetskontroll påføring av bituminøs vanntetting på bygningskonstruksjoner: vegger i kjellere og kjellere, flate tak osv.

Adhesjonstester SM-1U
Faktorer som reduserer vedheft av materialer
Ulike fysiske og kjemiske faktorer påvirker reduksjonen i vedheft. Den fysiske temperaturen og fuktigheten refererer til miljøet på tidspunktet for påføring av dekorative, etterbehandlende eller beskyttende materialer.Ulike forurensninger, spesielt støv som dekker overflaten av basen, reduserer også liminteraksjonene. Under drift kan ultrafiolett stråling påvirke styrken på forbindelsen av maling og lakk.
Kjemiske faktorer som reduserer vedheft representeres av forskjellige materialer som forurenser overflaten: bensin og oljer, fett, sure og alkaliske løsninger, etc.
Også vedheftet til etterbehandlingsmaterialer kan reduseres av forskjellige prosesser som forekommer i bygningskonstruksjoner:
- svinn;
- strekk- og trykkspenninger.
Informasjon! Et stoff påført en overflate for å øke vedheftskraften mellom underlaget og etterbehandlingsmaterialet kalles et lim. Substratet som limet påføres på, kalles substratet.
Metoder for å øke vedheft
I konstruksjonen er det flere universelle måter å øke vedheftingen av dekorative etterbehandlingsmaterialer til underlaget:
- Mekanisk - overflaten på basen er ru for å øke kontaktarealet. For å gjøre dette behandles det med forskjellige slipende materialer, hakk påføres etc.
- Kjemisk - forskjellige stoffer tilsettes sammensetningen av påførte beskyttelses- og etterbehandlingsmaterialer. Dette er som regel polymerer som danner sterkere bindinger og gir materialet ekstra elastisitet.
- Fysisk-kjemisk - overflaten av basen blir behandlet med en grunning som endrer de grunnleggende kjemiske parametrene til materialet og påvirker visse fysiske egenskaper. For eksempel en reduksjon i fuktabsorpsjon i porøse materialer, forankring av et løst ytre lag osv.

Overflatebehandling av underlaget før maling med en slipende klut

Grunning av overflaten før påføring av gips
Måter å øke vedheft til forskjellige materialer
La oss se nærmere på metodene for å øke vedheft for forskjellige materialer som brukes i konstruksjonen.
Betong
Betong byggematerialer og konstruksjoner er mye brukt i konstruksjonen. På grunn av overflatens høye tetthet og glatthet er deres potensielle klebeegenskaper ganske lave. For å øke styrken på forbindelsen til etterbehandlingsforbindelser, må følgende parametere tas i betraktning:
- tørr eller fuktig overflate. Generelt er adhesjonen til en tørr overflate høyere. Imidlertid er det utviklet mange klebemiddelblandinger som krever forfukting av underlagsoverflaten. I dette tilfellet må du ta hensyn til produsentens krav;
- omgivelses- og basetemperatur. De fleste etterbehandlingsmaterialene påføres betongoverflater ved en lufttemperatur på minst + 5 ° C ... + 7 ° C. Samtidig skal betongen ikke fryses ned;
- grunning. Den brukes uten feil. For tett betong er dette sammensetninger med fyllstoff av kvartssand (betongkontakt), for porøs betong (skum, luftbetong), disse er dypgjennomtrengningsgrunnlag basert på akryldispersjoner;
- legge til modifikatorer. Ferdige tørrpussblandinger inneholder allerede forskjellige limtilsetningsstoffer. Hvis gipset blandes alene, anbefales det å legge til det: PVA, akrylgrunning, i stedet for samme mengde vann, silikatlim, som gir etterbehandlingsmaterialet ytterligere fuktavvisende egenskaper.

Resultatet av påføring av sementpuss på den superkjølte overflaten av basen

Påføring av Knauf kvartsgrunning betongkontakt
Metall
Metoden og kvaliteten på overflatebehandling spiller en nøkkelrolle i styrken av forbindelsen av maling og lakk med en metalloverflate. Hjemme anbefales det å gjøre følgende:
- avfetting - metallbehandling med forskjellige løsningsmidler: 650, 646, P-4, white spirit, aceton, parafin. I ekstreme tilfeller tørkes overflaten med bensin;
- matting - behandling av basen med slipende materialer;
- polstring - bruk av spesielle grunnmalinger. De blir realisert i et sett med dekorative malinger av en bestemt type.
Viktig! Vedheftet av bly, aluminium og sink er mye lavere enn for støpejern og stål. Årsaken er at disse metallene danner oksidfilmer på overflaten. Derfor avskalles maling og lakkbelegg langs oksydlaget. Det anbefales å fargelegge disse materialene umiddelbart etter at filmen er fjernet med mekaniske eller kjemiske midler.

Aluminium er også utsatt for korrosjon, spesielt når det utsettes for etsende stoffer
Tre og tre kompositter
Tre er en porøs overflate med mye ujevnheter og opplever ingen spesielle problemer med styrken av forbindelsen til etterbehandlingsmaterialer. Men det er ingen grense for perfeksjon, derfor er forskjellige teknologier utviklet for å forbedre vedheft i kombinasjon med å opprettholde de beskyttende og dekorative egenskapene til selve finishen. Deres bruk, for eksempel i kombinasjon med akrylmaling, forbedrer værbestandigheten, motstandsdyktigheten mot ultrafiolett falming og gir biologisk beskyttelse av materialet. Overflaten på treet behandles med et bredt utvalg av primere, ofte basert på borforbindelser og nitrocellulose.
Sveiseadhesjon
Sveising er en av de mest holdbare metodene for å feste metallkonstruksjoner. Dette er vedheftet av molekylene til de to elementene uten bruk av mellom- eller hjelpestoffer - lim eller loddetinn. Denne prosessen skjer under påvirkning av termisk aktivering. Det ytre laget av de tilkoblede elementene varmes opp over smeltepunktet, hvoretter det er en intermolekylær tilnærming og forbindelse av materialer.

Elektrisk sveisesøm. Forbindelsen av to deler ved elektrisk sveising er vedheft, siden metallet som brukes i elektroden fungerer som et lim
Følgende faktorer kan være til hinder for vedheft av høy kvalitet under sveising:
- tilstedeværelsen av oksidfilmer. De fjernes mekanisk eller kjemisk under overflatebehandling eller forsvinner direkte under sveiseprosessen under påvirkning av høye temperaturer eller strømninger;
- inkonsekvens i den kjemiske sammensetningen av materialer og elektroder. Spesiell oppmerksomhet bør tas på tilstedeværelsen og mengden silisium og karbon i delene som skal skjøtes. For sammenføyning av stål av forskjellige karakterer anbefales det å bruke elektroder med lavt diffusibelt hydrogeninnhold;
- utilstrekkelig inntrengningsdybde, som direkte avhenger av strømstyrken og bevegelseshastigheten til elektroden.

Gass- eller plasmasveising av metall er kohesjon, siden molekylene til de to elementene kombineres som et resultat av at materialet smelter
Oppsummering
Vedheft er en av de viktigste egenskapene til mange prosesser med moderne konstruksjon, og derfor utvikles stadig flere nye metoder for å øke den. Bruken av dem vil gi større holdbarhet for bygningsstrukturer og etterbehandlingsmaterialer, noe som til slutt vil gi betydelige besparelser.
Video: hva er vedheft






